

Organic solvents—toluene, acetone, ethanol, dichloromethane, and many others—are essential to industries ranging from paints and pharmaceuticals to printing and chemical manufacturing. But when these solvents evaporate, they become VOC emissions: harmful to health, damaging to the environment, and expensive to waste.
Among all recovery technologies, activated carbon adsorption is the most widely used, delivering 95–99% removal efficiency while allowing for solvent reuse. This article explains how it works, why it outperforms alternatives, and how to choose the right carbon for your application.
The Role of Activated Carbon in Solvent Recovery
In a solvent recovery system, contaminated exhaust air passes through a fixed bed of activated carbon. The carbon adsorbs solvent molecules onto its internal surface while clean air exits. When the bed reaches saturation—detected by rising solvent concentration at the outlet—the system switches to a fresh bed and regenerates the saturated one.
Regeneration typically uses steam (120–140 °C) or hot nitrogen (150–250 °C) to strip the adsorbed solvent from the carbon. The desorbed vapor is condensed and separated, and the recovered solvent goes back into production. After cooling, the carbon bed is ready for the next cycle. This adsorption–desorption loop can repeat hundreds to thousands of times over the carbon’s service life.
How Activated Carbon Adsorbs Solvents
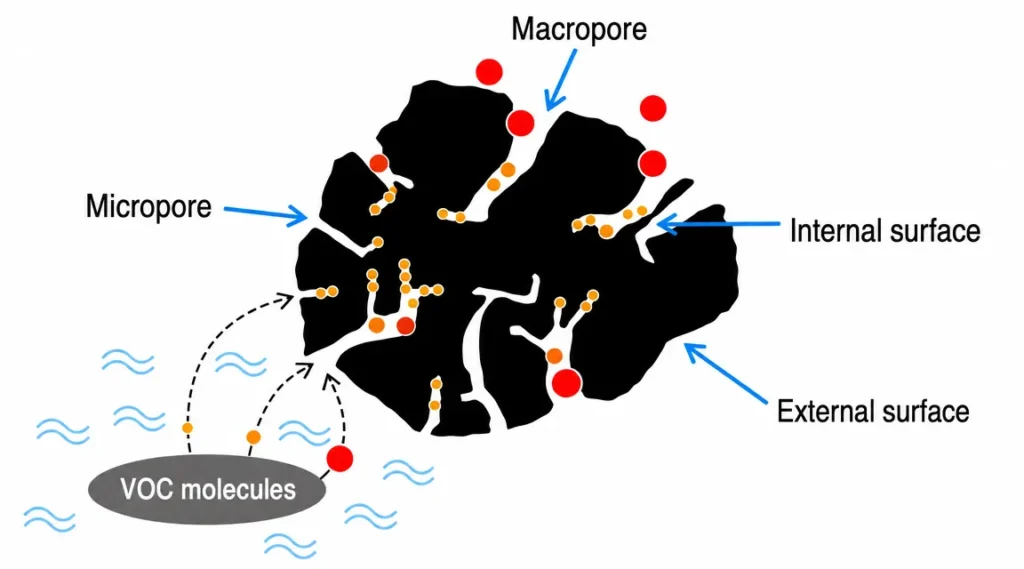
Activated carbon’s power comes from its pore structure. After thermal or chemical activation, one gram of carbon develops a surface area of 800–1,500 m²—enough to trap large quantities of VOC molecules through physical adsorption (van der Waals forces).
The pores fall into three categories:
- Micropores (<2 nm) – Primary adsorption sites. These trap solvent molecules most effectively.
- Mesopores (2–50 nm) – Transitional channels that also support capillary condensation for heavier solvents.
- Macropores (>50 nm) – Transport pathways that guide molecules deep into the carbon particle.
The key metric for recovery systems is working adsorption capacity—the amount of solvent the carbon adsorbs per cycle minus the residual load after regeneration. For common industrial solvents, this ranges from 10% to 40% of the carbon’s weight, depending on solvent type, concentration, temperature, and regeneration method.
Contact me todayAdvantages of Activated Carbon for Solvent Recovery
Compared with condensation, membrane separation, and thermal oxidation, activated carbon adsorption offers clear benefits for the majority of industrial VOC streams:
- 95–99% removal efficiency – Meets the strictest emission regulations (EPA, EU IED, China GB 37822-2019).
- Broad solvent compatibility – Handles aromatics, ketones, esters, alcohols, and halogenated compounds in a single system.
- Solvent recovery and reuse – Returns captured solvent to production, cutting virgin solvent purchases by 50–90%.
- Energy efficient – Adsorption requires only fan power; regeneration with steam or hot gas uses far less energy than thermal oxidation (800–1,200 °C).
- Long carbon life – 3–7 years of service with proper regeneration, losing only 0.5–2% capacity per cycle.
Most solvent recovery systems achieve full ROI within 12–24 months through solvent savings alone.
Contact me todayChoosing the Right Activated Carbon for Solvent Recovery
The carbon you select must match the solvents you recover. The wrong grade means premature breakthrough, incomplete desorption, and higher operating costs. Below are the most common types used in solvent recovery.
Coal-Based Pellet Activated Carbon

Coal-based pellet activated carbon is one of the most widely used products in solvent recovery systems.
Features:
- High mechanical strength
- Excellent abrasion resistance
- Low pressure drop
- Suitable for continuous gas-phase adsorption
- Easy steam regeneration
- Long service life
Common Sizes:
- 3mm pellet activated carbon
- 4mm pellet activated carbon
Applications:
- Chemical industry
- Pharmaceutical industry
- Painting and coating industry
- Printing industry
- Electronics industry
Suitable Solvents:
- Toluene
- Xylene
- Acetone
- Ethyl acetate
- Benzene-based solvents
- Alcohol solvents
Thanks to its well-developed pore structure and high hardness, this type of activated carbon is highly suitable for large fixed-bed solvent recovery systems.
Contact me todayCoconut Shell Granular Activated Carbon

Coconut shell activated carbon has a highly developed microporous structure, making it very effective for adsorbing small organic solvent molecules.
Features:
- High surface area
- Rich micropore structure
- Strong adsorption capacity
- Low ash content
- High purity
Suitable Applications:
- High-value solvent recovery
- Systems requiring high solvent purity
- Fine chemical processing
- Pharmaceutical intermediate production
Suitable Solvents:
- Methanol
- Ethanol
- Isopropanol
- Chlorinated organic compounds
- Small-molecule VOCs
Coconut shell activated carbon is commonly used in applications requiring high recovery efficiency and high product purity.
Contact me todayQuick Selection Guide
Please refer to the table below to identify the most suitable activated carbon product, either through pilot testing or by consulting your activated carbon supplier.
| Solvent Type | Common Solvents | Recommended Activated Carbon | Reason |
|---|---|---|---|
| Aromatic Hydrocarbons | Toluene, Xylene, Benzene | Coal-Based Pellet Activated Carbon | Strong gas-phase adsorption capacity and excellent regeneration performance |
| Ketones | Acetone, MEK | Coal-Based Pellet Activated Carbon, Coconut Shell Activated Carbon | Good adsorption performance for small and medium-sized molecules |
| Alcohols | Methanol, Ethanol, Isopropanol | Coconut Shell Granular Activated Carbon | Highly developed micropore structure suitable for small molecule adsorption |
| Chlorinated Solvents | Dichloromethane, Trichloroethylene | Coconut Shell Activated Carbon | Improved removal efficiency for halogenated organic compounds |
| Petroleum-Based Solvents | Naphtha, Gasoline Vapors | Coal-Based Pellet Activated Carbon | High mechanical strength, suitable for large airflow systems |
| Mixed Aromatic VOCs | Paint Exhaust, Printing Exhaust | Coal-Based Pellet Activated Carbon | Stable overall adsorption performance |
| High-Purity Electronic Solvents | IPA, Electronic-Grade Acetone | Coconut Shell Activated Carbon | Low ash content and high purity |
Conclusion
Activated carbon adsorption is the most proven technology for industrial solvent recovery—combining 95–99% removal efficiency with the ability to return captured solvents to production.
As a trusted supplier of activated carbon, Tingyuan Carbon offers a wide range of high-quality activated carbon products. Contact us today to select the best activated carbon product for your solvent recovery system.